President's Message
Fellow woodworkers,
It is time to start getting you entries in for our 2016 Biennial Fine Woodworking Show.
As a reminder of our passed shows you can visit our galleries:

2010 - A motorbike - See the exhibits

2011 - Best of Show - See the exhibits

2012 - People's Choice - See the exhibits

2014 - Beginners Level - See the exhibits
For details on this year's show and on-line entry form: - 2016 Show page

For all of our shows we are deeply indebted to Eric McCrystal and his staff at Woodcraft in San Carlos who have generously allowed us to occupy part of their showroom floor for our shows.
Members often bring old woodworking magazines to our meetings. It is always interesting to take a couple of them home and look at them. Woodworking has changed so much in the last 30-40 years. Machine tools have become much better, much cheaper and more readily available. The standard of projects undertaken by home woodworkers seems to have increased. Designs appeared to be much more basic 30 years ago and of course production methods have changed tremendusly.
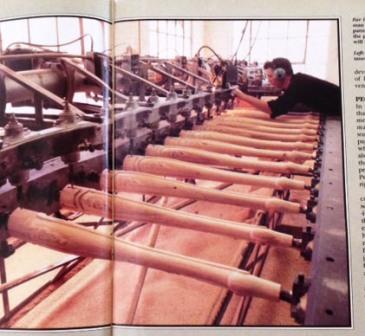
I read a 1988 issue of Better Homes and Gardens Wood Magazine subtitled "The magazine for home woodworkers" but ignoring that it had a very interesting article on Thomasville Industries factories in Thomasville, North Carolina. (I confess that in the early 90s I bought some Thomasville furniture but I did not know it was made by Thomasville Industries and did not know Thomasville was an actual town in North Carolina)
They employed 6,000 plus people and made over $1M worth of furniture a day. Their manufacturing line turned out 800 chairs every 8-hour shift made by mainly manual processes. The nearest thing they had to automation is a machine that routed 24 table legs simultaneously. The machine looks as if it came from the 19th. century but this was only 30 years ago. No computers or CNC machines in sight.
How much things have changed in just over a quarter of a century
Enjoy your woodwork
Frank (Contact at: Frankramsay8@aol.com)
The meeting was called to order by President Frank Ramsay at 7:05 PM.
New Members and Guests:
Warren and Jennifer identified themselves.
Announcements:
Per Madsen described the upcoming meeting programs:
July meeting Fred Goykhman will talk about Laser engraving and cutting.
August we will have a presentation about our Toy Workshop.
September Bruce Powell and Arnie Champagne will talk about using scroll saws.
October there will be no meeting. Instead we will have our Woodworking Show on October 21-23.
November meting will be a de-brief from the two show judges telling about how they came to their decisions on the works presented at the show.
December we will have our annual Holiday Potluck and a presentation on BAWA history by Frank Ramsay.
Harold Patterson talked briefly about the Toy Workshops.
The elves are coming up with new designs as well as continuing some old ones. Harold and Frank Taylor need volunteers to turn wheels for cars and trucks. The next workshop is planned for July.
John Blackmore reported on the preparations for the Woodworking Show, Entry forms will be available in July. Posters and cards are available now for distribution.
Stan Booker reported that we are within $15 of being able to raffle off the cherry board. Door prizes are available for drawing at the end of the meeting. He also has 2 vises for sale and some finishing materials to give away.
Mark Tindley Copying a Stradivarius violin

Speaker: Per then introduced the evening's speaker, Mark Tindley.
Mark was educated in England and came to the US 12 years ago. He is a professional cabinetmaker. However, having played the violin from childhood on, he has always wanted to make one himself.


The plan - front view
The plan - back view
Violins are built on molds, which are basically jigs for laying them out. Stradivarius had from 6-30 different ones. Mark made his out of plywood, one for the top and another exactly 1.3mm smaller in diameter for the body. Blocks of wood are used to hold the parts together. Hide glue is used for all joinery. If a joint is to be temporary, diluting it with water weakens the hide glue. All the wood is air-dried. He used big leaf maple for the body and backside. The ribs are 1.1mm thick. The body is bent to shape using a luthiers iron at a temperature of 500 deg. F. For shallow curves the wood is bent dry, but for tight curves it is moistened first. Scraping is the most commonly used method for thinning and smoothing the wood. The top plate is spruce. Hide glue must be heated to exactly 140 deg. F. If it is heated even 10 deg. higher it will be destroyed.

The planes used for the body
He used clothespins as clamps to hold the bent wood onto the molds. The top and bottom plates are each made of bookmatched flitches. These plates must be judiciously thinned according to pre-measured templates. The required thicknesses vary between 2.3-2.9 mm. Mark constructed custom gauges to measure these thicknesses. Block plane, gouges and a rasp are used to create the smooth final shape. Purfling, a double inlaid line, is added using dyed pearwood. The dyeing is accomplished by first boiling the wood in a lye solution to cleanse it and then dipping it in ferrous sulfate solution. The purfling is made up of a double layer of poplar and the dyed pearwood 0.6 mm thick. The purfling channel is made by first laying it out with a special purfling marker, and then using a purfling pick to create the channel. These are both specialized tools that can be purchased. Tiny thumb planes are used to refine the shape further. The final shape is smoothed using a very sharp scraper required for these soft woods. Toothed blades are used in the thumb planes to avoid tearout.
The f-holes in the top plate are cut out using a fret saw and then refined with a knife. The bass bar is shaped and then inserted through the f-hole and glued in place. This operation is a ticklish as it sounds. The assembly is then removed from the molds by carefully breaking the temporary glue joints. The top is then glued onto the bottom/body assembly and clamped.
Next the neck and scroll are fabricated. A template is used to rough cut the shape on a band saw. Holes are drilled for the string pegs and a rasp is used to refine the shape. The fingerboard is made from Ceylon ebony and is cut to shape using a template. It is glued in place after cutting a proper wedge shape mortise into the body. The assembly is then fared into final shape by scraping. The violin is next placed in a garbage can with a strong UV light to darken the wood. A shellac sealer is then applied followed by multiple layers of pigmented varnish. A bridge is then added as well as a dowel between the upper and lower plate under the E- string.

The concert
Mark then demonstrated the tone of the instrument by playing a short piece. He pronounced himself very happy with the product. We were all quite impressed with both his woodworking and playing virtuosity. In the Q and A he opined that the project had taken him over 2 years to complete but thought that with all the tools and knowledge that he now has he could do another in about 1 month.
There was no Show and Tell this month so at the end of the meeting the Cherry board was raffled off and won by George Kane, who was not present, Stan raffled off several door prizes and the meeting was adjourned.
Stephen RosenblumSecretary steve@rosenblums.us